
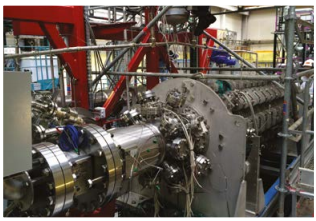
 C’est un challenge d’importance auquel a été confronté Promill. Pour élargir sa palette technologique et répondre aux besoins de ses clients nord-américains, l’entreprise a souhaité développer des unités de séchage en tube rotatif mono-passe des drêches de blé issues de la production de bio-éthanol. Une première pour elle aux USA et en particulier sur le procédé envisagé… Très usitée outre-Atlantique, cette technologie monopasse, du fait de la grande taille de l’installation, nécessite des calculs de structure afin de s’assurer de la fiabilité en fatigue du tube sécheur, élément clé de l’équipement. L’installation doit, de fait, pouvoir fonctionner 24h/24 et 7j/7, soit 8 000 heures par an à raison de trois tours par minute. Avec un ensemble qui doit assurer 30 millions de cycles sans défaillance majeure, l’objectif est donc d’arriver à une durée de vie de 20 ans minimum. Et la structure de séchage à réaliser est à l’image du pays : hors normes. Elle doit présenter une capacité évaporatoire de 28 tonnes d’eau à l’heure ! Pour relever le défi, Promill a souhaité se faire assister par les experts du Cetim pour le calcul de structures en fatigue. La mission : valider les premières estimations réalisées par Promill pour déterminer les caractéristiques du matériau à utiliser pour le tube, en tenant compte des contraintes de dilatation statique des aciers dues à la chaleur nécessaire au séchage et des contraintes dynamiques dues à la rotation du tube. Mission réussie ! La durée de vie de l’ensemble (20 ans) a été confirmée, voire grandement améliorée.
C’est un challenge d’importance auquel a été confronté Promill. Pour élargir sa palette technologique et répondre aux besoins de ses clients nord-américains, l’entreprise a souhaité développer des unités de séchage en tube rotatif mono-passe des drêches de blé issues de la production de bio-éthanol. Une première pour elle aux USA et en particulier sur le procédé envisagé… Très usitée outre-Atlantique, cette technologie monopasse, du fait de la grande taille de l’installation, nécessite des calculs de structure afin de s’assurer de la fiabilité en fatigue du tube sécheur, élément clé de l’équipement. L’installation doit, de fait, pouvoir fonctionner 24h/24 et 7j/7, soit 8 000 heures par an à raison de trois tours par minute. Avec un ensemble qui doit assurer 30 millions de cycles sans défaillance majeure, l’objectif est donc d’arriver à une durée de vie de 20 ans minimum. Et la structure de séchage à réaliser est à l’image du pays : hors normes. Elle doit présenter une capacité évaporatoire de 28 tonnes d’eau à l’heure ! Pour relever le défi, Promill a souhaité se faire assister par les experts du Cetim pour le calcul de structures en fatigue. La mission : valider les premières estimations réalisées par Promill pour déterminer les caractéristiques du matériau à utiliser pour le tube, en tenant compte des contraintes de dilatation statique des aciers dues à la chaleur nécessaire au séchage et des contraintes dynamiques dues à la rotation du tube. Mission réussie ! La durée de vie de l’ensemble (20 ans) a été confirmée, voire grandement améliorée.
Promill, Calcul de structures pour séchage hors normes aux US
Répondre





 Suite à une panne de moteur en vol d’un hélicoptère
Suite à une panne de moteur en vol d’un hélicoptère 

{kind=link}